位于发动机低温压气机侧的整体叶盘由钛合金制成,高温涡轮侧的整体叶盘则需要由高温合金 (HRSA) 制成。
确保加工成功的关键因素包括:
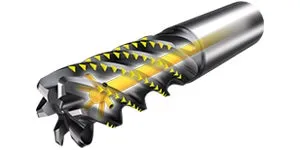
高进给侧铣是加工具有挑战性的材料的一种有效方法。小径向切深可实现更高的切削速度以及更大的进给和切深 (由于热量减少)、薄的切屑厚度和小的径向力。用于钛合金的CoroMill® Plura HFS整体硬质合金立铣刀是山特维克可乐满独有的一项解决方案,专为切削区域的排屑和温度控制都至关重要的高要求工况开发而成。它独有的冷却增强器采用了用于改进温度分散的专利冷却液流槽设计。
CoroMill® Plura高进给侧铣
CoroMill® 316是在要求良好的可达性时对钛合金进行高进给侧铣的首选。它经过优化的芯部设计可在长悬伸工况下确保高强度,在需要良好表面质量的条件下也有出色的表现。与Coromant EH模块化系统相结合时能够有效地完成悬伸可达6×D的加工。
阅读有关用于高进给侧铣的CoroMill® 316的更多信息

加工带有槽和型腔的零件总是充满挑战。使用有现货可供订购的CoroMill® 316 Gannet铣刀加工小深槽和型腔既省时又具有成本效益。山特维克可乐满独有的Gannet概念专为插铣而设计,是刀具直径有限并且需要长悬伸时的理想选择。
了解有关CoroMill® 316的更多信息

Coromant EH模块化系统通过刀杆和模块化接杆帮助您获得所需的悬伸和高可达性。Coromant EH接口在自定心螺纹的基础上开发而成,可确保牢固安装和最大强度。该接口配有一个实体挡块,因此很容易就能感觉到切削头何时被正确紧固,并且有助于避免夹紧机构被过度拉紧。
阅读有关Coromant EH的更多信息

由于叶片具有双曲面,建议使用点铣法进行叶片半精加工。这项加工工艺可确保为精加工工序留出受控的余量和残留高度。
方法:点铣,为精加工工序准备零件表面
工艺:粗加工工序后的径向切深为0.5-3 mm (0.020-0.118英寸)。
由于双曲面的原因,继续进行点铣。推荐的解决方案能够实现Ra小至0.4 μm (15.75微英寸) 的表面质量。
工艺:半精加工工序后的径向切深为0.2 mm (0.008英寸)。
CoroMill® Plura锥形立铣刀

钻削韧性材料 (例如钛合金) 时,需要将许多因素考虑在内。加工安全性、重复性、孔公差和质量至关重要。采用-SM槽型的CoroDrill® 860具有坚固的设计、高质量的切削刃和耐磨的顶部涂层,能够满足这些关键考虑因素的要求。
了解有关CoroDrill® 860的更多信息