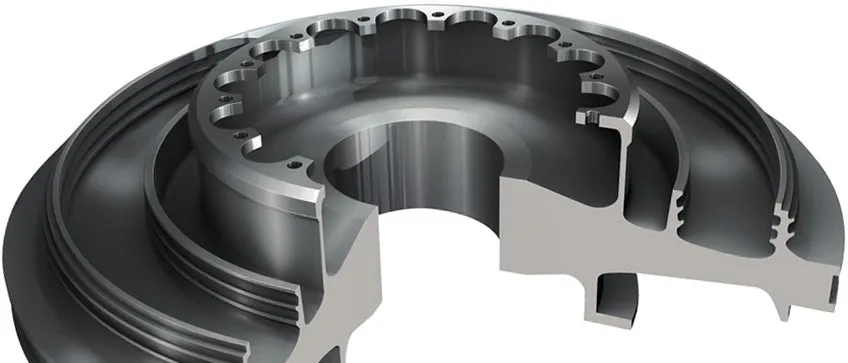
航空涡轮必须能够承受极端的温度和压差。因此,它们采用镍基高温合金 (例如 Inconel 718、Waspalloy和Udimet 720) 等先进材料制造而成。
镍基高温合金具有出色的耐高温和耐应力开裂性能。由于这些材料对加工的要求非常高,因此,采用富有成效的加工策略是非常重要的。
GC1105能够实现安全可靠的高质量加工以及均匀的后刀面磨损,在所有应用范围内都真正通用。

陶瓷材质CC6220和CC6230专为克服新型高温合金材料 (晶须陶瓷和赛阿龙陶瓷无法达到加工这种材料的要求) 所带来的加工挑战而设计,它们能够实现更高的切削速度,从而有助于降低单个零件成本。为了在型腔加工和仿形切削应用中实现高金属去除率,可选择CC6160材质。对于要求更高的高温合金表面,请选择韧性更强的CC6165材质。
了解有关陶瓷材质CC6220和CC6230的更多信息
阅读有关陶瓷材质的更多信息并查看产品类别

考虑到材料的韧性、加工的可达性和生产率这些因素,圆刀片可提供最佳加工方法,既可用于粗加工,又可用于精加工。

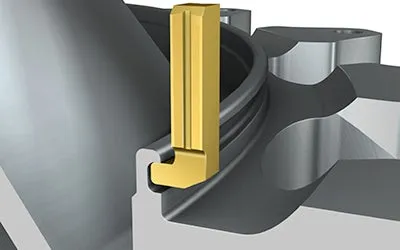
对于需要出色的表面完整性和尺寸精度,同时又要实现极高生产率的精加工而言,S205与CoroCut® RO槽型的组合设立了关键零件精加工的标准。

我们为这种具有挑战性的特征提供了两款强大的刀具,并为两个产品系列都提供了倒角加工解决方案和刀片。
将可换头铣削系统与CoroMill® 316搭配使用,对花边特征进行稳定的粗加工。
CoroMill® Plura HFS高进给侧铣概念与专用加工策略结合而成的高效解决方案既能延长刀具寿命,又能避免毛刺形成。

钻削镍基合金时,需要将许多因素考虑在内。加工安全性、一致性、孔公差和孔质量都是最重要的指标。凭借坚固的设计、高质量的切削刃和耐磨的顶部涂层,采用-SM槽型的CoroDrill® 860能够满足这些要求。

航空零件的精车加工是针对极难加工的ISO S材料下执行且极具挑战性的工序。使用CBN刀片可以提高切削速度和生产率,同时保持零件良好的表面完整性。CBN刀片针对镍基高温合金的高速精加工而优化,现在可作为标准库存解决方案提供。